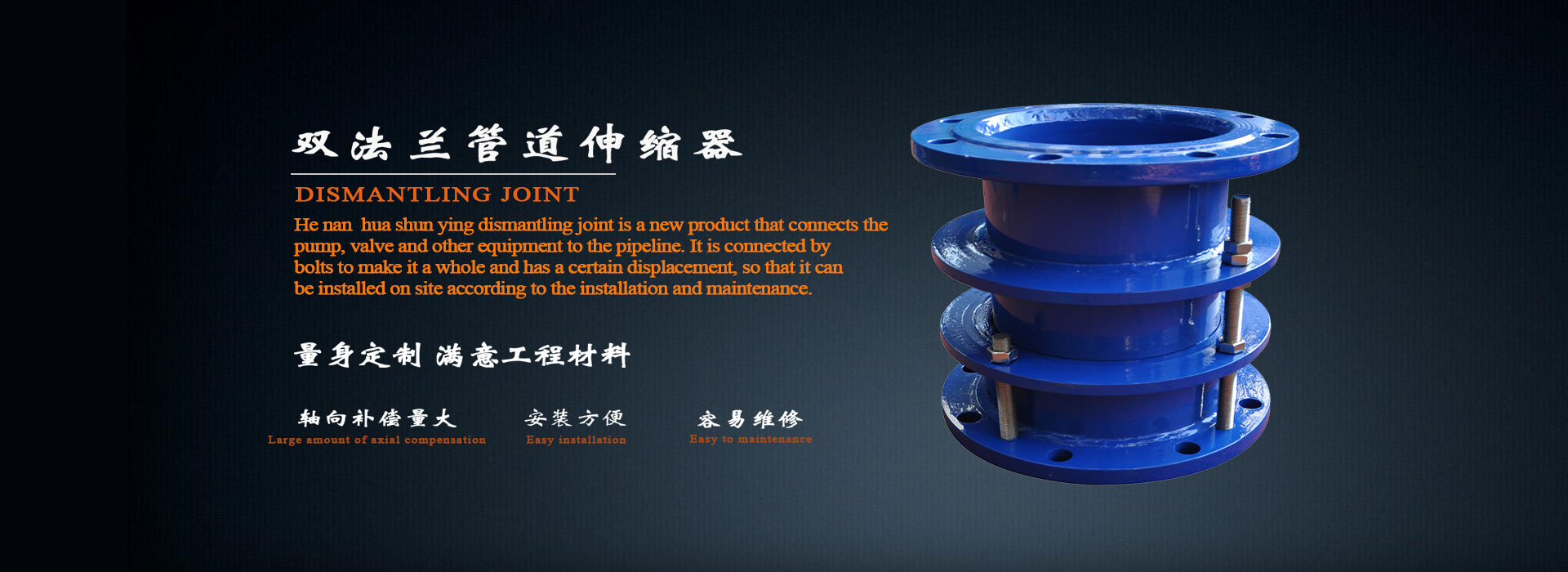
在工业管道系统中,
橡胶软接头作为
“柔性关节”,承担着减震降噪、补偿位移、密封防漏的核心功能——小到居民楼泵房的震动扰民,大到化工园区管线的介质泄漏,都可能因产品质量缺陷引发连锁问题呢。对生产企业而言,质量控制不是“事后检验”的被动补漏,而是贯穿“原料入厂-成品出厂”全流程的主动管控,每一个环节的细节都决定着产品的最终品质。
一、原料控制:从源头筑牢质量根基
原料是
橡胶软接头的“基因”,其品质直接决定产品性能上限。我们对原料的管控严格到“
每批必检、每料必核”:
- 基础胶料:天然橡胶(NR)需检测门尼粘度(ML1+4 100℃)≥60(保证加工流动性)、拉伸强度≥20MPa(确保抗撕裂能力);丁腈橡胶(NBR)需检测丙烯腈含量(18%-35%,适配不同介质需求);三元乙丙橡胶(EPDM)需检测 ethylene含量(50%-70%,提升耐候性)。
- 辅助材料:炭黑(补强剂)需检测粒径(20-40nm,兼顾强度与弹性);硫化剂(硫磺)纯度≥99.5%(避免杂质影响硫化效果);防老剂(4010NA)需检测耐热性(100℃下72小时不析出,防止老化龟裂)。
- 供应商管理:仅与通过ISO9001认证的原料厂商合作,每季度对供应商进行现场审核,对连续3批合格的供应商纳入“优先采购名录”,对1批不合格的供应商暂停合作——从源头杜绝“劣质原料流入生产线”。
二、混炼工艺:打造均匀稳定的“橡胶筋骨”
混炼是将橡胶与辅助材料融合的关键步骤,好比“和面”——面没和匀,馒头就会夹生。我们采用“密炼机+开炼机”组合工艺,严格控制三大核心参数:
- 温度控制:密炼机卸料温度稳定在105℃±5℃(温度过高会导致橡胶“焦烧”,即提前硫化;温度过低则混合不均);开炼机辊筒温度控制在50℃±3℃(避免胶料粘辊)。
- 时间控制:密炼机每批胶料混炼4-6分钟(过长会破坏橡胶分子链,降低强度;过短则辅助材料分散不均);开炼机薄通3次(每次辊距0.5mm),确保胶料均匀度≥95%。
- 质量验证:混炼后的胶料需做“门尼焦烧试验”(125℃下的焦烧时间≥12分钟)——若焦烧时间过短,胶料在成型时会提前硫化,导致产品内部出现“硬点”;若过长,则硫化效率降低,影响产能。
三、成型硫化:精准“定格”产品性能
成型与硫化是橡胶软接头“从胶料到成品”的质变环节,需像“烘焙蛋糕”一样精准控制温度与时间:
- 模具精度:采用 CNC 加工的高精度模具,型腔尺寸公差≤±0.1mm,每季度用三坐标测量仪校准——若模具磨损导致尺寸偏差0.2mm,会直接造成产品与管道“配合间隙”,引发安装松动或密封失效。
- 硫化三要素:平板硫化机温度分布误差≤±2℃(避免局部过硫/欠硫);硫化压力保持15MPa(确保胶料填满型腔,消除内部气泡);硫化时间根据胶料厚度调整(10mm厚胶料需15分钟,每增加2mm增厚1分钟)。
- 后处理:硫化完成后,产品需立即放入25℃冷水池冷却(冷却时间≥10分钟)——若自然冷却,余热会导致“后硫化”,使橡胶硬度上升、弹性下降,影响减震效果。
四、全维度检测:用数据筑牢“质量防线”
产品出厂前,需通过“尺寸+性能”双重检测,确保每一件产品都符合客户需求:
- 尺寸精度:抽取10%产品做全尺寸检验:内径用内径千分尺测(