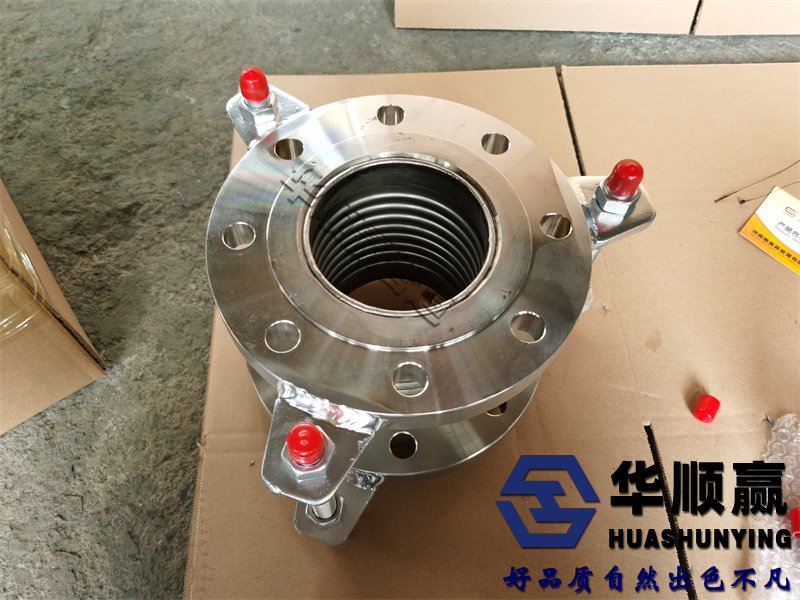
 上海不锈钢波纹补偿器膨胀节的焊接步骤及注意事项
上海不锈钢波纹补偿器膨胀节的焊接步骤及注意事项
1)焊工须按规定取得相应资格证。施焊后在每道焊缝结尾处打上焊工印记。不允许打钢印的管道应在竣工图上记载。
2)不锈钢波纹补偿器不得强行组对,对口内壁应平齐,其错边量偏差对射线检测Ⅰ、Ⅱ级为合格的焊缝不应超过管子壁厚的10%,且不大于1mm;对射线检测Ⅲ级合格的焊缝不应超过管子壁厚的20%,且不大于2mm。
3)焊接时必须采用经评定合格的焊接工艺,否则应采取防护措施。
4)不得在焊件表面引弧或试验电流,低温管道、不锈钢及淬硬倾向较大的合金钢焊件表面不得有电弧擦伤等缺陷。
5)焊接在管子、管件上的组对卡具,其焊接材料及工艺措施应与正式焊接相同。卡具拆除不应损伤母材,焊接残留痕迹应打磨修整。有淬硬倾向的母材,应作磁粉或着色检查,不得有裂纹。
6)对GC1、GC2级管道和对管内清洁度要求高的管道、机器入口管道及设计文件规定的其他管道的单面焊焊缝,应采用氩弧焊打底。
7)不锈钢波纹补偿器不得有焊渣、飞溅物等。焊缝成型良好,焊缝宽度以每边盖过坡口边缘2mm为宜。角焊缝的焊脚高度应符合设计规定。外形应平缓过渡,不得有裂纹、气孔、夹渣、凹陷等缺陷。焊缝咬肉深度不应大于0.5mm,低温管道焊缝不得咬肉。
8)管材焊前预热及焊后热处理就应按GB50236-98《现场设备、工业管道焊接工程施工及验收规范》的有关规定进行。常用管材焊前预热及焊后热处理工艺条件。
9)焊缝无损检测比例及合格等级应符合设计要求或按SH3501-2002《可燃介质管道施工及验收规范》的规定,评定标准执行JB4730-94《压力容器无损检测》。
10)对同一焊工所焊同一规格同一级别管道的焊缝按比例抽查,但探伤长度不得少于一道焊口。如有质量等级不合格者,应对该焊工所焊同类焊缝,按原定比例加倍探伤,如仍有此类缺陷,应对该焊工所焊全部同类焊缝进行无损探伤。